
Lopez Labs is now a co-operative of affiliated heater testing labs.
From left to right:
Jerry Frish, Everett WA -- Lopez Labs was started at Jerry's shop in 1992
Eric Moshier, Duluth MN -- Eric will install a test lab at his shop this winter. He has a degree in biology, and has 6 years experience in the environmental testing business.
Norbert Senf -- the conference was organized here at Lopez Labs, Quebec
not shown are :
Alex Chernov, Caledon ON -- Alex built a test lab at his place this winter. (He is taking the picture.)
Dave Misiuk, Alaska Hearth Technologies -- Dave could not attend due to a prior committment. He is a PE in Fairbanks, formerly Biomass Energy specialist at Cold Climate Housing Research Center. Dave has a test lab at his shop, and has joined the Lopez Labs Co-Operative.
All five of us are members of MHA's Technical Committee.
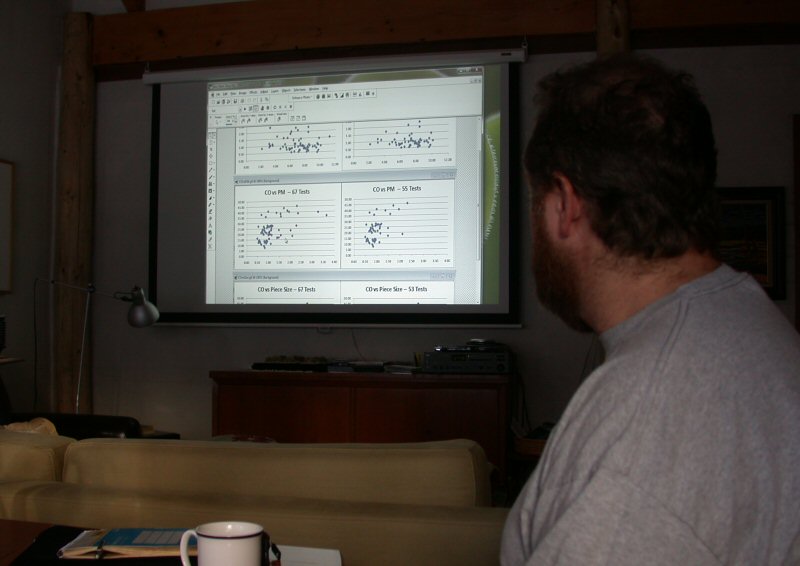
We reviewed the results from the last 2 years of testing at Lopez
Web page summarizing the results.
The main purpose of the conference was to agree on a set of common testing protocols, so
that data from one lab can be directly compared with another.
We also discussed EPA recognition of portable gas analyzers:
EPA-Battelle Joint Verification Statement of TESTO 350 gas analyzer
Environmental Technology Verification Report: Testo 350 Portable Multigas Emission Analyzer
Battelle Test/QA Plan for Verification of Portable Gaseous Emission Analyzers
Battelle Generic Verification Protocol for Portable Multigas Analyzers

We did 2 days of testing in the lab


Condar dilution tunnel (Oregon Method 41) particulate sampling setup
The Condar samples vertically through a nozzle into the top of the last flue liner.
The top half of the Condar is sitting on the bench. It holds the filters.
The used filters from a test are sitting to the right of the Condar:
- the main filter is black with a light coating of soot.
- the backup filter is clean.

We did a test run using a crib of spruce 4x4's at 10% moisture, with a reload of 4x4 split maple at 25% moisture, shown here.

Eric saws lumber to size for the spruce crib.

Assembling the crib. It weighed 58.5 lbs.
It is the largest crib we could fit in, and is about twice the size of a standard Colorado crib.
With both an extreme of dryness and size, we would get a reference data point for future crib testing.
 Configuring the hardwood load. All the pieces were numbered and stacked in a pre-determined order, to simulate a crib. Configuring the hardwood load. All the pieces were numbered and stacked in a pre-determined order, to simulate a crib.


A dry run for loading the crib, which will go onto a bed of glowing kindling.
Jerry holds two steel flat bars that we used to slide the crib into place.

Stacking the kindling crib.

The kindling crib is burned first.
The main crib is loaded once the oxygen reading from the kindling fire recovers 70 - 80%.

The kindling crib has burned down and is spread out evenly across the hearth.

Eric helps Jerry load the spruce crib.
It was quite a spectactular burn. See time lapse video, below.

The maple "crib" was loaded once the oxygen had recovered 80% of its maximum depression.

Burning 122 lbs of wood got the floor on the white bakeoven up to 800F.
The burn is over when the flue gas oxygen recovers 95% of its maximum depression from ambient.
Total time to reach 95% oxygen recovery was 4.5 hrs.
Using the Colorado Protocol , you can't adjust the air control, are only allowed one poke, and have to run it with the damper wide open at the end for quite a while. The calculated efficiency will be lower than European protocols, which end the test earlier, often at 80% oxygen recovery, before the charcoal is finished. The calculated CO will also be higher under the Colorado protocol than under European protocols.
The MHA Protocol is modelled on Colorado, and is compatible with the US-EPA woodstove crib method.

Nikon D-50 camera on tripod is controlled by computer via USB port to shoot
a time-lapse photo every 2 minutes.
Time lapse sequence.
2 minute intervals. 4.5 hrs, total. 122 lbs.
See test results

Watching the fire.


On the last night, we had a pizza party. Alex brought some dough that he made from Frank Giammaria's recipe.

We dug out our Primavera oven and fired it up.


The oven dome was at 1100F, and the floor was at 800F. Perfect for 60 second authentic Pizza Napoletana
Digital cameras are very sensitive in the infrared heat spectrum - note the purple glow on top of the pizza .

Perfect Pizza Napoletana.

Ferenc Bujna from Hungary sent us some of his excellent home-made marzipan. Alex did a workshop there last year.
|
